„Micromolding“ - „Depth Insights“
Kadangi dauguma šiuolaikinių prietaisų mažėja arba jiems reikalingi plonesni komponentai, plastikinio mikroprofilingo poreikis toliau auga. Taigi nesunku atspėti - šiame straipsnyje bus pasinerta į mikro liejimo formavimo technologijos ypatumus - jo ypatybių, taip pat su juo naudojamų medžiagų analizę, pakuotės iššūkius, gaminamumo dizainą ir ateities mikropelėjimo horizontus.
Turinys:
A
Kas yra plastikinis mikro liejimas ir jo ypatybės?
Ar mikro įpurškimas gali pakeisti įprastą liejimą?
Kaip plačiai µIM naudojamas pramonės šakose?
Ar toli gali plonas sienų lipdymas?
Kokios medžiagos yra geriausios mikromoliejimui?
Kokia yra mikropurškimo formavimo technologijos ateitis?
Iššūkiai mikrodalijime: mikro surinkimas ir pakavimas
Kas yra plastikinis mikro liejimas ir kokios jo savybės?
A
Mikro formavimas yra labai specializuotas procesas, kai mikrokonstrukcinės plieno arba aliuminio formos CNC ir EDM apdirbamos pagal mikronų ar net submikronų skalės tolerancijas. Paprastai, kai suformuota detalė sveria gramo dalį, arba jos mikro ypatybės svyruoja nuo 50 µm iki 5 µm ar mažiau, atskleidžiama didžiausioje šoninio mikroprofilingo pasaulyje.
A
Pagrindinis skirtumas tarp mikro formavimo ir tradicinių liejimo technologijų yra šratų dydis ir įpurškimo mašinų tikslumas. Mikromoliejimo mašinos gali labai tiksliai įpurškti gramo dalį, nes jos turi didesnės skiriamosios gebos tiekimo galimybes, dėl kurių slėgis vienodai pasiskirsto ertmėje. Mikro liejimo formose taip pat naudojamos mažesnės formos. Mikro formos yra apdirbamos su mažesnėmis šerdimis ir ertmėmis bei mikro ypatybėmis, naudojant tikslius CNC ir EDM įrankius. Įprastą liejimą, pvz., Pakavimą ir kokybės valdymą, galima laikyti antrinėmis operacijomis, tačiau mikro formavimo procese reikia skirti daug dėmesio pakuotėms ir kokybės kontrolės detalėms, nes išlietos dalys yra labai mažos.
A
Ar mikro įpurškimas gali pakeisti įprastą liejimą?
A
Atsakymas yra: TAIP. Micromolding kartais gali būti „mažas“, bet ne „micro“. Daugybėje reikalingų plastikinių dalių daugybė jų gali būti pakankamai mažos, kad tilptų į mikro pelėsių projektuojamą plotą (pvz., ~ 100 mm apskritimo perimetrą) ir neviršytų mikro injekcijos šūvio tūrio (pvz., ~ 15–30 cm3). Be to, novatoriškos įmonės dažnai siekia atsparumo ir mažos rizikos patekimo į rinką bandomosiomis paleidimo priemonėmis, kurių gamybos apimtis yra iki 100 tūkst.
Šiomis sąlygomis nebus geresnio būdo, nei naudoti mikrolydinio technologiją. Galimas reikšmingas išlaidų ir laiko sumažinimas, palyginti su tradiciniu liejimu. Įrankių sąnaudose galima sutaupyti iki 3–4 kartus ir su galutiniais produktais patekti į rinką per mažiau nei 3 savaites:
A
Mažos mašinos eksploatavimo išlaidos, nes yra mažesnių mašinų ir veikia mažesnė prispaudimo jėga.
Mažiau naudojamų pelėsių ertmių ir aliuminio apdirbimas yra greitesnis ir pigesnis.
Atliekų kiekio sumažinimas dėl reikalingų trumpesnių bėgikų sistemų. Kadangi yra trumpesnių bėgikų, reikalingų ertmėms užpildyti, supjaustytų ir pašalintų bėgikų tūris skiriasi dramatiškai, palyginti su tradiciniu liejimu.
Lengva ir lanksčiai modifikuoti galima dėl greito ir pigaus pelėsių apdirbimo.
Kaip toli galėtų plonas sienų lipdymas?
A
Pirma, norint aptarti plonų sienų liejimą, reikėtų patikslinti pačią sąvoką. Plonas sienų liejimas gali būti klasifikuojamas pagal srauto ilgio ir sienos storio santykį: L / t santykis. Skirtingų plastikų srautų greitis skiriasi, todėl jų maksimalūs santykiai gali skirtis. Čia yra 10 plačiausiai naudojamų termoplastikų L / t santykių maksimumai:
A
ABS: 170/1
SAN: 120/1
PA: 150/1
PC: 100/1
HDPE: 225/1
LDPE: 275/1
PP: 250/1
PMMA: 130/1
POM: 150/1
PS: 200/1
A
Formuojamos dalies kokybė labai priklauso nuo teisingo sienos storio projektavimo. Paryškinant „teisingą“ dizainą, reikia pasirinkti suderinamus sienų storio diapazonus įvairioms termoplastikoms ir išlaikyti panašų formato santykį visame detalės projektavimo procese. Nepavykus atlikti šio projekto gamybos etapo, gali būti:
A
Laiku atliekami ciklai, nes storesnės sienos vėsta ilgiau nei plonos;
Per plona siena gali būti per trapi, be to, tai gali sukelti srauto (įtekėjimo į ertmes greitis) klaidas. Pastarasis klausimas gali sukelti tuštumą, jei medžiaga neužpildo visų savybių, kol ji neatvėso;
Nelygios sienos skirtingai atvėsina ir sustingsta, ir šis faktorius dažniausiai yra priežastis, kodėl ant suformuotų dalių paviršių gali būti nenumatytų nuolatinių metmenų ar kriauklės žymių.
A
Kadangi plonų sienų liejimas pirmiausia priklauso nuo dervų pasirinkimo, verta remtis kai kuriais eksperimentiniais duomenimis. Žemiau esančioje lentelėje parodytos plačiausiai naudojamos plastikinės medžiagos su mažiausiais ir didžiausiais sienelių diapazonais liejimui:

Automobilių pramonė
A
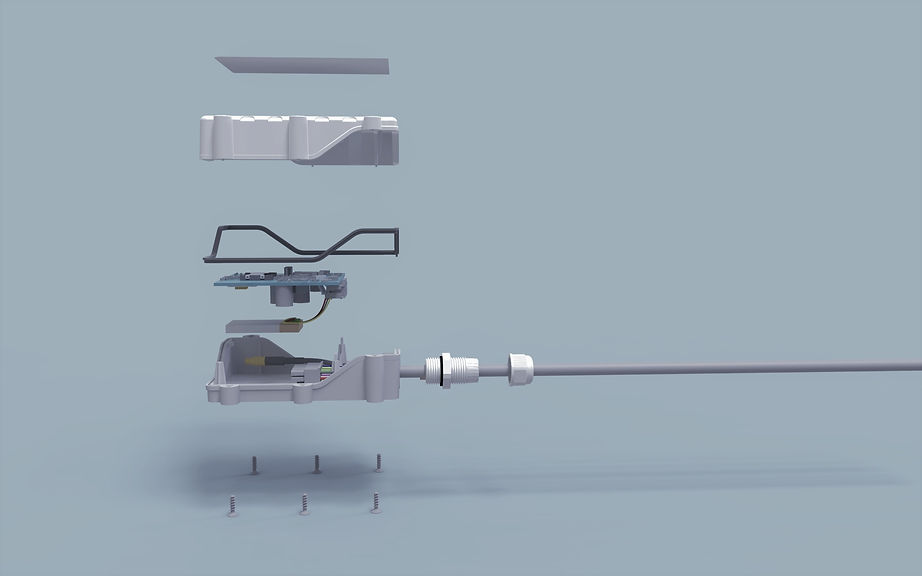
Mikro liejimas yra gana plačiai naudojamas automobilių komponentams gaminti, kuriems dažnai reikia lengvų ir mažų komponentų. Mikro liejimas naudojamas po automobilio gaubto dalimis (pvz., Varikliu ar pertraukomis) ir įvairiems kitiems automobilių pramonei svarbiems komponentams, pvz., Skirtingiems spaustukams, poveržlėms, durų užrakinimo mechanizmo dalims, įvairiems mygtukams, jungikliams ir net mikro plastikui. krumpliaračių gamyba. Kadangi visa automobilių pramonė yra didžiulė ir reikalauja daugybės mikroelementų, nenuostabu, kodėl šis sektorius iš mikro formavimo užima daugiausia vertės (beveik trečdalį) (ten pat).
Pasirenkant dervos medžiagą, turi būti laikomasi kitų plonų sienų liejimo reikalavimų. Kadangi plonos sienos atvėsta greičiau nei storos sienos, plonoms sienoms lipdyti reikia didesnio ertmės užpildymo greičio (užpildymo laikas rodo laiką, reikalingą medžiagai tekėti į ertmes). Pavyzdžiui, 25% sienelės storio sumažėjimas reikalauja 50% injekcijos laiko sumažėjimo. Plonų sienų gamybai reikia specializuotų mašinų, kad būtų galima apdoroti didesnį greitį ir slėgį. Nors šiuolaikinės technologijos leidžia standartinėms mašinoms užpildyti vis plonesnes dalis, mažiausioms dalims reikia pažangesnių mašinų tiek įpurškimui, tiek užveržimui, ciklams.

Yra daugybė įvairių medžiagų, kurios gali būti naudojamos formuojant mikrodalynes. Tačiau neabejotinai yra keletas esminių suvaržymų, kurių negalima pamiršti renkantis medžiagas, pavyzdžiui: mechaninių savybių (kokios yra numatomos eksploatavimo aplinkos, didelio karščio situacijos, higroskopinės savybės?) Suderinamumas (kontaktas su kitais biologiniais kūnais, kosmetikos išvaizda ir kaina. Kai kurie populiariausių mikro formavimui skirtų medžiagų yra parodyta žemiau esančioje lentelėje.
A
Turinys:
A
Kas yra plastikinis mikro liejimas ir jo ypatybės?
Ar mikro įpurškimas gali pakeisti įprastą liejimą?
Kaip plačiai µIM naudojamas pramonės šakose?
Ar toli gali plonas sienų lipdymas?
Kokios medžiagos yra geriausios mikromoliejimui?
Kokia yra mikropurškimo formavimo technologijos ateitis?
Iššūkiai mikrodalijime: mikro surinkimas ir pakavimas
Naršykite mūsų paslaugas:
A






